What is Galling?
You know galling. It’s something that happens every day in every plant: stuck nuts and seized bolts. Virtually everyone in industrial settings has encountered galling at some point, and you know the routine. Your team starts break out, and suddenly a nut won’t budge. It’s more than just friction or debris. The nut and bolt act as one part. Once galling occurs, separating those pieces feels like breaking apart a single piece of metal.
So what’s really happening when your bolts seize? And does it matter? Galling is galling. You know it’s going to happen, and you know how to respond when it does: hours of extra labor, specialized teams, and dangerous hot work. It’s inevitable, right?

Actually, it isn’t. But to know how to best deal with galling, you need to understand how it starts.
How does Galling Occur?
Despite the prevalence of galling, it’s a widely misunderstood phenomenon. You’ve likely heard that the friction caused by turning the nut under load produces heat, and that the resultant heat melts the metal to create miniature welds which cause galling. Some even say that galling occurs randomly and is impossible to predict. You might imagine the galling process as something like this:
Energy Input (turning the nut under load) -> Friction -> Heat -> Melting/welding -> Galling
The explanation seems reasonable. There is usually no visible difference between nuts that gall and nuts that don’t. Furthermore, turning a nut under load definitely increases the friction where the surface of the nut and the surface of the bolt touch. And where there is galling, there is heat. But the heat doesn’t cause the two pieces of metal to melt together, because the heat doesn’t come first. And melting doesn’t happen at all.
Here’s what actually happens, and it’s a little more complex than the misconceptions propose (which is why it doesn’t happen to every nut):
Galling Conditions
First, certain conditions must be present for galling to occur. Environmental and structural triggers such as time under load, temperature, and exposure to the elements can increase the likelihood that galling will occur on one nut and not another. We will get into more detail on these in a moment, but first let’s consider all the other factors necessary to produce galling.
Triggers aside, galling will not occur without energy input. Unfortunately, energy input is as simple as turning the nut under load. Unless you utilize methods to help you remove the load before you turn the nut, such as hydraulics or the Velocity Washer™, you will not be able to avoid this step.
Triggers and energy input will not guarantee galling every time, though, as you know. Some nuts can be removed without issue on the same flange where others seize and require bolt cutters or hot work. They all exist under the same triggering conditions, and energy is put into each when the nut is turned. So what’s the difference?
Lump Formation.
A visual examination of each nut and bolt on the flange might indicate no differences. They all appear to be perfectly smooth. But when we examine the surfaces at the microscopic level, we can see what looks like a landscape of mountains and valleys. And our trouble comes in at the peaks of these mountains, or asperities.
That’s why galling is so misunderstood. Its mechanisms are too tiny for us to see – until they create big problems.
When a nut is turned, the surface of the nut and the surface of the bolt slide against each other. To the naked eye, it looks like the load is evenly distributed across the entire surface area at these contact points. But at the microscopic level, we can see that the load actually becomes concentrated on the asperities instead. This is where a lump can form.
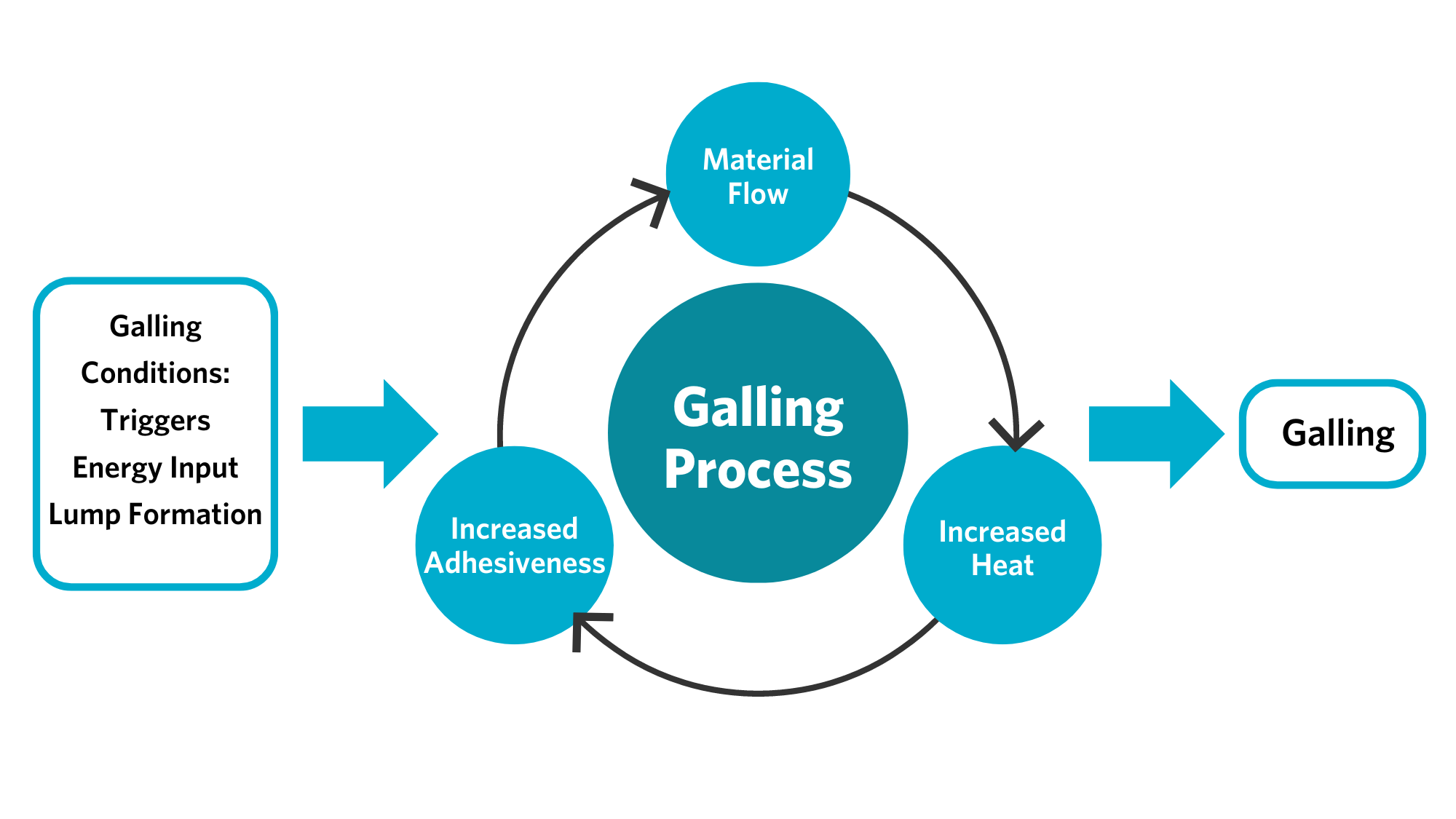
So now we have all three prerequisites for our galling conditions: triggers, energy input, and lump formation. How do we get from this to galling? These three conditions start off a cycle of changes to the metal that feed into one another, increasing the risk of galling at a self-perpetuating rate, rather like a cyclone. Or, perhaps, a runaway train.
The Runaway Train
If you look at the center of our diagram, you can see the changes that make up our runaway train. The formation of our lump creates a tremendous amount of local stress. So much stress, in fact, that it exceeds the strength of the oxide layer coating the metal and breaks through to the molecules beneath. This allows the material of the metal to flow around the lump causing plastic deformation, which is a permanent, non-reversible change of shape of the surface of the metal. Plastic deformation produces heat, and heat changes the adhesive properties of the metal, making them attract one another. To be clear, they do not melt. They don’t have to. They get hot enough to deform more easily, which increases the heat again, which increases their adhesiveness, which increases the deformation…well, you get the picture.
You can recreate this phenomenon yourself. Take a metal paperclip and bend it back and forth. Soon, the area where you’ve bent it becomes warm. It’s not from friction, and it’s not melting. It’s heating up because you’ve deformed it. With galling, that deformation happens at the molecular level, eventually causing molecules from the nut to bond with molecules from the bolt.
Galling
That bond is galling. In short, the reason it feels like you’re trying to pull apart a single piece of metal is because, now that galling has occurred, you are.
How to Fix Galling?
We know galling is common. We know it’s expensive. And now we know how it occurs.
So what do we do about it?
The most common industry response to galling is to be prepared for the phenomenon and all the headaches it will cause. That might include having specialized teams and equipment on standby and bracing for the risks involved in hot work. Dealing with stuck nuts and seized bolts usually requires removing the affected components, repairing damaged surfaces, and applying preventive measures to avoid recurrence. In severe cases, replacement of components may be necessary to restore functionality and integrity.
But unless your preventive measures are state of the art, you’ll likely be dealing with this all over again during your next breakout. To keep that from happening, your galling response needs to shift from reaction to prevention.
What Triggers Galling?
Preventing galling is easier than it sounds, and it works best when you know the factors that trigger the problem. Not all these factors can be eliminated, but awareness of them can help you predict areas of your site that are more vulnerable to galling and might, therefore, require more extensive prevention measures.
Time
Time might be the biggest factor that contributes to galling in industrial settings. The more time a bolted joint assembly is under load, the greater the chances of galling. This is partly because time facilitates creep. Where those microscopic high points touch, local stress is high. Over time, this allows these asperities to creep into each other. The more deeply embedded they are before you turn the nut, the more likely they are to form a lump that will start the galling process.
Time also allows assembly lubricants to break down and/or evaporate, decreasing or eliminating a physical barrier between components and again facilitating galling conditions.
Temperature
Loads that operate under high temperatures experience similar results. Elevated temperatures soften metals, increasing creep rate and depth. They also help to break down and evaporate assembly lubricants.
Cyclical heating is especially problematic. Assemblies that undergo cycles of high and low temperatures not only experience the impact of heat on the lubricants but also expand and contract with changes in temperature. This motion acts as a pump to eliminate even more lubricant than would be lost with heat alone.
Load
Assemblies under higher load experience higher creep rates, generating conditions conducive to galling. Furthermore, load increases contact stress, which further facilitates galling.
Environment
Assemblies open to the elements are more likely to lose lubricants, as they will be washed or worn away more quickly.
Metallurgy
Some metals are more likely to gall than others, such as stainless steel. Selecting materials with ideal oxide layers or low adhesion properties, and specifically metals that will work best under your site’s unique conditions, can help prevent galling. When that isn’t possible, awareness of the increased risk can help you make other choices regarding assembly and disassembly to limit or prevent the problem.
Lubricants
As the degradation of lubricants facilitates galling, it stands to reason that the presence of assembly lubricants helps prevent the problem. Available in liquid and solid forms, lubricants create a protective film to prevent the metal-to-metal contact necessary to form those problematic initial lumps. Even though lubricants might break down or evaporate, they are still widely used and highly recommended.
Structure
Beyond lubrication, modifying geometry, surface finish, and friction can mitigate galling by reducing stress and limiting asperities.
How to Prevent Galling?
Knowing the factors that contribute to galling can help you identify which assemblies are more likely to seize during your next breakout, increasing your preparedness and limiting unnecessary costs and downtime. It can also help you improve conditions where possible to prevent galling from occurring in the future.
But the best way to prevent galling is this: don’t turn the nut under load.
Remember our galling process? Environmental triggers set the stage, but the process doesn’t start until the lump is formed. And that happens when the nut is turned while the assembly is under load. So the easiest way to avoid galling is to remove the load before we turn the nut.
To do this, you need to put preventive measures in place during assembly. There are two highly effective ways to approach this goal: hydraulics and the Velocity Washer.
Hydraulics
The use of hydraulic nuts and bolt tensioners allows you to control the load on your most critical assemblies. It also allows you to remove the load before you turn the nut. Bolted joint assemblies that operate under prime conditions for galling might be well-suited for the use of hydraulic measures.
Velocity Washer
Assemblies that operate under conditions not conducive to hydraulic nuts or bolt tensioners, such as tight assemblies, might be better suited for our revolutionary Velocity Washer. Installed like a regular washer, the Velocity Washer functions just as a hardened washer until it’s time for breakout. Upon breakout, the Velocity Washer removes all bolt load after only 12 degrees of nut rotation. The nut can then be run off under zero load.
This prevents the galling process before it can start by preventing the metal deformation that begins the galling cycle. This is because such a small amount of rotation does not generate sufficient motion, heat, and thread deformation to allow the galling process to proceed. By eliminating the underlying mechanisms of galling, the threads aren’t permitted to fuse together, and we have trouble-free breakouts.
With over 100 million hours in use, Velocity Washer has proven its effectiveness in enhancing production and reducing labor costs by eliminating galled and seized nuts that often cause significant delays during disassembly.
Holistic Approach
In conclusion, galling may be a pervasive issue in industrial settings, but with a comprehensive understanding of its mechanisms and proactive preventive measures, it can be effectively addressed. By debunking misconceptions and adopting a holistic approach to galling prevention, industries can minimize downtime, enhance productivity, and prolong the lifespan of critical components.