Coupling hole irregularities cause coupling bolts to jam in approximately 8+% of holes. One seriously jammed bolt is all it takes to wreak havoc on critical path operations, the outage work schedule, wasting hours on lost production and unnecessary labor costs. Correcting faulty holes during the assembly process and load application eliminates this source of increased cost and downtime.
Coupling line boring is the gold standard for correcting faulty holes. This is the process of boring (or machining) the bolt holes through both coupling halves of the turbine coupling simultaneously. It is the recommended method to ensure each bolt fits the coupling with minimal material removal and balance concerns.

Why Choose Coupling Line Boring?
While there are alternative methods to adjust or account for faulty coupling holes, they present significant disadvantages.
The most common process is called match boring. Match boring involves machining one coupling half to a manufactured plate that is designed to mock the other coupling half. Each hole is compared to its counterpart and is machined until they “match.” However, the process often results in errors that are not identified until the coupling halves are assembled, such as indexing issues and concentricity delays. These errors will require additional honing to correct. This back-and-forth adjustment adds hours to the boring process, increasing downtime and labor costs. It also increases the amount of material removed to achieve the desired tolerances or clearances, which ultimately reduces the life of the coupling hole as it causes avoidable and premature widening of the inner diameter. Furthermore, the process of making the mock coupling half increases the time and labor costs when compared to other methods for adjusting faulty coupling holes.
An alternative method to match boring is the process of honing the coupling holes in-place to within specified tolerances rather than machining them. This process significantly reduces accuracy.
A third alternative, installing dummy or slave bolts, eliminates the machining and honing steps by increasing tolerances and clearances to account for faulty holes. By far the most flawed practice, this fails to solve the problem and instead attempts to sidestep it. Increasing tolerances and clearances reduces the accuracy and quality of the coupling holes, increasing the risk of equipment failure.
In contrast, coupling line boring involves machining both halves of the coupling hole simultaneously while the coupling is in place. Honing both halves at the same time as they are installed increases the speed and accuracy of the coupling line boring process, resulting in assembly-ready holes hours faster and with guaranteed accuracy compared to other methods.
Each hole can be machined in two hours. This decreases labor costs and downtime, getting you to production faster. Furthermore, this process results in precisely machined holes the first time, eliminating the need for the back-and-forth honing method required when match boring. As such, less material is removed during this process, increasing the life of the coupling, and further increasing your cost savings.
INTEGRA’s Tru-Bore™ System
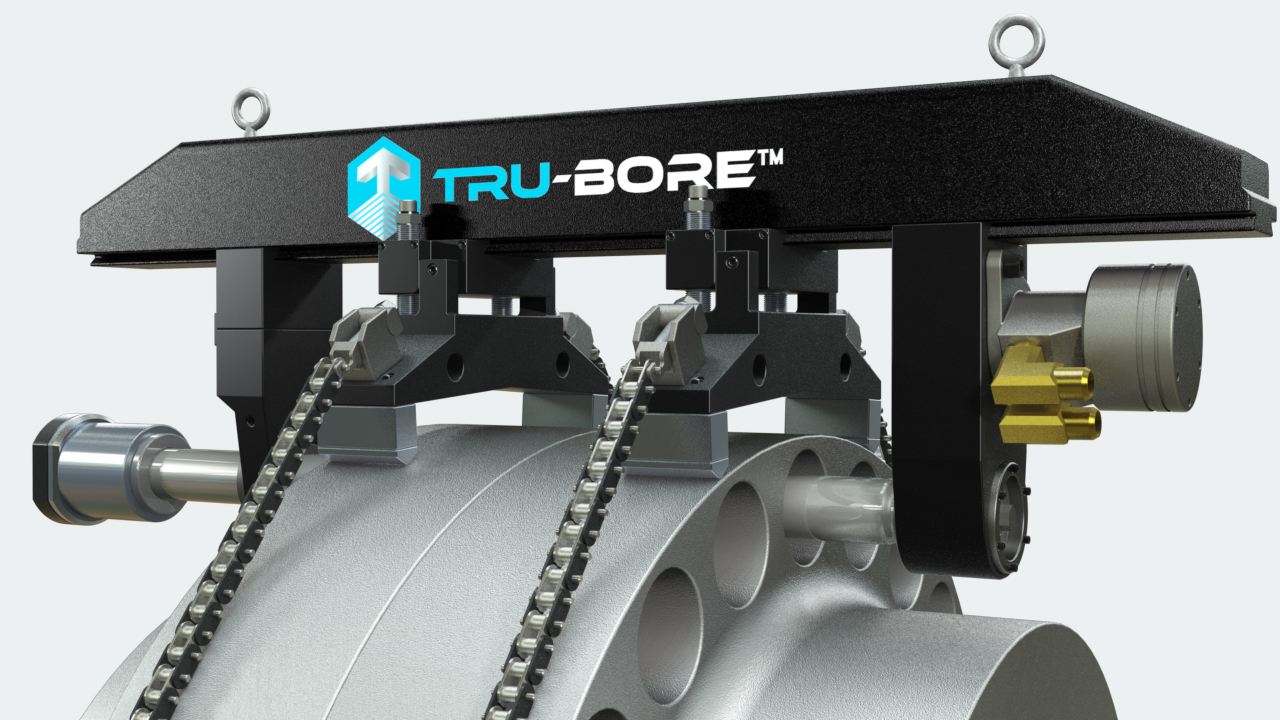
INTEGRA’s Tru-Bore™ Coupling Line Boring System involves a three-step process to ensure your turbine couplings are ready as quickly and accurately as possible while producing the strong, bind-free coupling bolts you need on all your critical paths.
- First, the INTEGRA Tru-Bore system clamps directly on top of both coupling halves while the main generator and/ or high-pressure turbine couplings are installed, allowing machining of both coupling halves simultaneously. The high-quality design of the Tru-Bore machine prevents misaligned and out of round holes, eliminating incorrect radial fit bolt installation procedures.
- INTEGRA’s highly skilled field machinists and specialized Tru-Bore operators will hone the coupling holes to the exact tolerances or clearances required by the radial fit bolt manufacturer or customer specifications, ensuring accuracy and shape.
- The final step in the Tru-Bore process will be to install the radial fit bolts in the turbine coupling holes using our controlled bolting procedure and manufacturing recommendations, producing a round, straight, and smooth hole for each bolt, while providing an accurate clamping load distributed equally around the circumference of the coupling halves.
The INTEGRA Tru-Bore machine is the superior method for coupling line boring. Training and experience are essential to the accuracy and efficiency needed to utilize the Tru-Bore line boring machine with predictable, reliable results. INTEGRA’s specialized field technicians have the expertise you need to safely complete turbine coupling disassembly, hole repair, and reassembly for all your critical path work schedules, getting you back on track and to production faster.