
“presented by Integra Technologies this episode of the Principles of Joint Integrity series will be centered on an issue that continues to plague the energy industry: the galling of threaded fasteners.
So, first things first: what is galling?
The technical definition is that it’s a form of material wear during sliding in which macroscopic transfer of material is driven by adhesion.
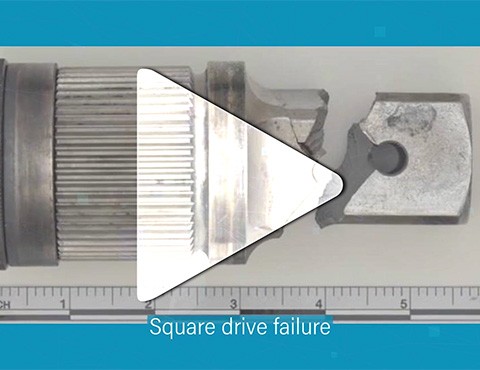
In practice however, galling is something virtually everyone has encountered. It’s stuck nuts and seized bolts.
It normally happens when you go to break them out and they won’t budge. It’s more than just friction or debris, they act as one part!
It’s something that happens every day in every plant. However, for something so common there are a number of misconceptions about galling.
The common explanation of the galling process is that friction causes heat which in turn melts the metal to create miniature wells.
When in actuality, the heat is driven by deformation of the material. You’ve seen this effect if you’ve ever been to a piece of metal back and forth and felt it heat up.
Also, fusion of the two parts is due to adhesion rather than phase-change. Meaning that the bonding mechanism here isn’t that the parts melt, it’s that they get close enough together and are at a high enough energy-state that they form bonds and become one part.
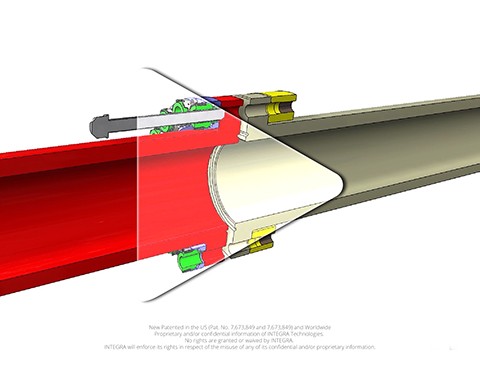
Here we have a representation of two pieces of metal sliding past each other. To the naked eye this is a reasonable representation but under a microscope none of the materials we are dealing with have a perfectly smooth surface.
There are high and low spots. Naturally, the initial contact is at the high points or ‘asperities’.
From a macroscopic viewpoint, the load is distributed over a large area resulting in low apparent stress.
But at the microscopic level, this small contact-area sees a tremendous local-stress, exceeding the strength of the contact material, which would be the oxide-layer, allowing it to penetrate the opposing surface.
The resulting plastic deformation increases the local heat and since adhesion scales with temperature, the adhesive-attraction increases as well.
As the materials start to move past each other the embedded asperity begins to move and build up material, due to both geometry and adhesion and a lump against a form.
The lump then continues to grow and eventually is large enough to penetrate the protective oxide layer and damage the underlying bulk material.
In the earlier stages, most of the interaction is limited to the brittle oxide layers but brittle fracture rarely produces the kind of conditions conducive to galling.
So, the fact that we are now deforming the ductile base metal is not a trivial one. We are scraping away those protective oxide layers. As the lump grows and material has to plastically flow around it, heat is generated.
Again, think of the bending piece of metal back and forth. So, heat generation along with a small cross-sectional area for conductance means that more energy is going into this small region than is going out.
Thus, the energy storage increases. Eventually we reach a level such that there is a clear change in the adhesive properties of the materials and the contact and plastic behavior change.
The parts are now in such intimate contact and at a high enough energy-state that they start forming metallic bonds. These are the same bonds that permeate the entire metallic structure.
The parts are fused together not similarly to them being one part, they are one part! Just as any other region of the metal at the same part and there has been no liquid phase, no melting, they were simply close enough with enough stress and energy to start sharing electrons.
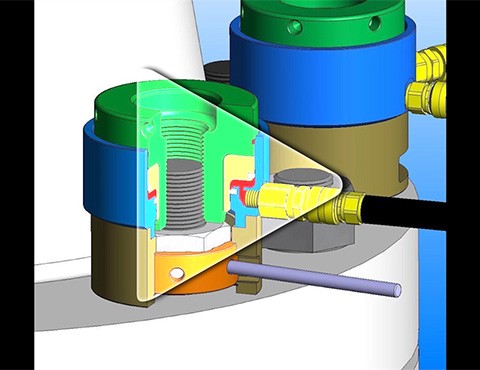
Now that we know more about the galling phenomenon and process, we can begin to look for solution-paths. One solution that we all employ is lubrication; liquid and grease-based lubricants form a film thicker than the asperities, preventing metal to metal contact.
However, these lubricants evaporate slowly over time, reducing their effectiveness.
Solid lubricants work well even when dry, but unlike liquids, they cannot reflow into areas where they have been scraped away. After sliding between two surfaces the solid lubricant will be worn a way to expose bare metal asperities.
As for other solution paths; we can alter the geometry to lower stress, change the surface finish to limit asperities, change the friction to reduce contact, limit the ductility, look into ideal oxide layers, find material combinations that result in low adhesion, or remove the load from the bolt before you turn the nut.
We hope you enjoyed this edition of the Principles of Joint Integrity! Be sure to stay tuned for our future episodes.”
NOTE: That website, though in the transcript is probably no longer the one that is best for links. so a at min before using this for its respective video page, the appropriate link should be switched in

















Get A Quote Today
One of our experts will be in touch within 24 hours to provide a free quote and advice.